
በትክክለኛነት ማምረቻ መስክ፣ የተለመደው የተሳሳተ ግንዛቤ "ከፍተኛ ጥግግት = ጠንካራ ግትርነት = ከፍተኛ ትክክለኛነት" የሚል ነው። የግራናይት መሠረት፣ ከ2.6-2.8 ግ/ሴሜ³ (ለብረት 7.86 ግ/ሴሜ³) ጥግግት ያለው፣ ከማይክሮሜትሮች ወይም ከናኖሜትሮች እንኳን የላቀ ትክክለኛነት አግኝቷል። ከዚህ "ተቃራኒ-አስተዋይ" ክስተት በስተጀርባ የማዕድን ጥናት፣ የሜካኒካል እና የማቀነባበሪያ ቴክኒኮች ጥልቅ ቅንጅት አለ። የሚከተለው ሳይንሳዊ መርሆቹን ከአራት ዋና ዋና ገጽታዎች ይተነትናል።
1. ጥግግት ≠ ጥንካሬ፡ የቁሳቁስ መዋቅር ወሳኝ ሚና
የግራናይት "ተፈጥሯዊ የማር ወለላ" ክሪስታል መዋቅር
ግራናይት እንደ ኳርትዝ (SiO₂) እና ፌልድስፓር (KAlSi₃O₈) ካሉ የማዕድን ክሪስታሎች የተዋቀረ ሲሆን እነዚህ ክሪስታሎች በአዮኒክ/ኮቫለንት ቦንዶች በቅርበት የተሳሰሩ ሲሆን እርስ በርስ የሚቆራኙ የማር ወለላ መሰል መዋቅሮችን ይፈጥራሉ። ይህ መዋቅር ልዩ ባህሪያትን ይሰጠዋል፡

የመጭመቂያው ጥንካሬ ከቀለጠ ብረት ጋር ተመሳሳይ ነው፡ ከ100-200 mpa (ለግራጫ ብረት 100-250 mpa) ይደርሳል፣ ነገር ግን የመለጠጥ ሞዱለስ ዝቅተኛ ነው (ከቀለጠ ብረት 70-100 gpa ጋር ሲነጻጸር ከ160-200 gpa)፣ ይህም ማለት በኃይል የፕላስቲክ መበላሸት የመጋለጥ እድሉ አነስተኛ ነው።
ውስጣዊ ውጥረትን በተፈጥሮ መልቀቅ፡ ግራናይት በመቶ ሚሊዮኖች ለሚቆጠሩ ዓመታት የጂኦሎጂካል ሂደቶች እርጅናን አሳልፏል፣ እና ውስጣዊው የተረፈ ውጥረት ወደ ዜሮ ይጠጋል። የብረት ብረት ሲቀዘቅዝ (ከ50℃/s በላይ የማቀዝቀዝ ፍጥነት)፣ እስከ 50-100 mpa የሚደርስ ውስጣዊ ውጥረት ይፈጠራል፣ ይህም በአርቴፊሻል አኔሊንግ መወገድ አለበት። ህክምናው ጥልቅ ካልሆነ፣ ለረጅም ጊዜ ጥቅም ላይ ሲውል ለመበስበስ የተጋለጠ ነው።
2. የተቀረጸው ብረት "ባለብዙ ጉድለት" የብረት መዋቅር
የብረት ብረት የብረት-ካርቦን ቅይጥ ሲሆን በውስጡም እንደ ፍሌክ ግራፋይት፣ ቀዳዳዎች እና የመቀነስ ቀዳዳ ያሉ ጉድለቶች አሉት።
የግራፋይት መበታተን ማትሪክስ፡- ፍሌክ ግራፋይት ከውስጣዊ "ማይክሮክራኮች" ጋር እኩል ሲሆን ይህም በተጣለ ብረት ውስጥ ባለው ትክክለኛ የጭነት ቦታ ላይ ከ30%-50% ቅናሽ ያስከትላል። የመጨመቂያው ጥንካሬ ከፍተኛ ቢሆንም፣ የመተጣጠፍ ጥንካሬው ዝቅተኛ ነው (የመጭመቂያው ጥንካሬ 1/5-1/10 ብቻ)፣ እና በአካባቢው የጭንቀት ክምችት ምክንያት ለመስበር የተጋለጠ ነው።
ከፍተኛ ጥግግት ግን ያልተመጣጠነ የጅምላ ስርጭት፡- የብረት ብረት ከ2% እስከ 4% ካርቦን ይይዛል። በሚቀረጽበት ጊዜ የካርቦን ንጥረ ነገሮች መለያየት የጥግግት መለዋወጥን ±3% ሊያስከትል ይችላል፣ ግራናይት ደግሞ ከ95% በላይ የሆነ የማዕድን ስርጭት ወጥነት ስላለው የመዋቅር መረጋጋትን ያረጋግጣል።
ሁለተኛ፣ የዝቅተኛ ጥግግት ትክክለኛነት ጥቅም፡- የሙቀት እና የንዝረት ድርብ መገደብ
የሙቀት ለውጥ መቆጣጠሪያ "ተፈጥሯዊ ጥቅም"
የሙቀት መስፋፋት ኮፊሸንት በእጅጉ ይለያያል፡ ግራናይት 0.6-5×10⁻⁶/℃ ሲሆን፣ የብረት ብረት ደግሞ 10-12×10⁻⁶/℃ ነው። የ10 ሜትር መሠረትን እንደ ምሳሌ እንውሰድ። የሙቀት መጠኑ በ10℃ ሲቀየር፡
የግራናይት መስፋፋት እና መኮማተር፡ 0.06-0.5ሚሜ
የብረት መስፋፋት እና መኮማተር፡ 1-1.2ሚሜ
ይህ ልዩነት በትክክል በሙቀት ቁጥጥር በሚደረግበት አካባቢ (እንደ ±0.5℃ በሴሚኮንዳክተር አውደ ጥናት ውስጥ) ግራናይትን "ዜሮ መበላሸት" ማለት ይቻላል ያደርገዋል፣ የተጣለ ብረት ደግሞ ተጨማሪ የሙቀት ማካካሻ ስርዓት ይፈልጋል።
የሙቀት ማስተላለፊያ ልዩነት፡ የግራናይት የሙቀት ማስተላለፊያ 2-3W/(m · K) ሲሆን ይህም ከብረት ከተሰራው 1/20-1/30 ብቻ ነው (50-80W/(m · K))። በመሳሪያዎች የማሞቂያ ሁኔታዎች (እንደ የሞተር ሙቀት 60℃ ሲደርስ)፣ የግራናይት የገጽታ ሙቀት ቅልመት ከ0.5℃/m ያነሰ ሲሆን የቀለጠ ብረት ደግሞ ከ5-8℃/m ሊደርስ ይችላል፣ ይህም ያልተስተካከለ የአካባቢ መስፋፋትን ያስከትላል እና የመሪ ሀዲዱን ቀጥተኛነት ይነካል።
2. የንዝረት መገደብ "ተፈጥሯዊ ማዳከም" ውጤት
ውስጣዊ የእህል ወሰን የኃይል መበታተን ዘዴ፡- በግራናይት ክሪስታሎች መካከል ያሉት ጥቃቅን ስብራት እና የእህል ወሰን መንሸራተት የንዝረት ኃይልን በፍጥነት ሊያጠፉ ይችላሉ፣ ይህም የንዝረት ኃይልን በ0.3-0.5 የእርጥበት ጥምርታ (ለብረት ብረት ግን 0.05-0.1 ብቻ ነው)። ሙከራው እንደሚያሳየው በ100Hz ንዝረት፡
የግራናይት መጠን ወደ 10% እስኪበሰብስ ድረስ 0.1 ሰከንዶች ይወስዳል
የብረት ማዕድን 0.8 ሰከንዶች ይወስዳል
ይህ ልዩነት ግራናይት በከፍተኛ ፍጥነት በሚንቀሳቀሱ መሳሪያዎች (እንደ የሽፋን ጭንቅላቱን በ2ሜ/ሰከንድ ቅኝት) ውስጥ ወዲያውኑ እንዲረጋጋ ያስችለዋል፣ ይህም የ"የንዝረት ምልክቶች" ጉድለትን ያስወግዳል።
የኢነርሺያል ክብደት የተገላቢጦሽ ውጤት፡ ዝቅተኛ ጥግግት ማለት በተመሳሳይ መጠን ውስጥ ያለው ክብደት አነስተኛ ሲሆን የሚንቀሳቀሰው ክፍል ኢነርሺያል ኃይል (F=ma) እና ሞመንተም (p=mv) ዝቅተኛ ናቸው። ለምሳሌ፣ የ10 ሜትር ግራናይት ጋንትሪ ፍሬም (12 ቶን የሚመዝን) ከቀለጠ ብረት ፍሬም (20 ቶን) ጋር ሲነጻጸር ወደ 1.5ጂ ሲፋጠን፣ የማሽከርከሪያ ኃይል ፍላጎት በ40% ይቀንሳል፣ የመነሻ-ማቆሚያ ተጽእኖ ይቀንሳል፣ እና የአቀማመጥ ትክክለኛነት የበለጠ ይሻሻላል።

Iii. በ "ጥግነት-ነጻ" የማቀነባበሪያ ቴክኖሎጂ ትክክለኛነት ላይ ግኝት
1. ለከፍተኛ ትክክለኛነት ሂደት ተስማሚነት
"ክሪስታል-ደረጃ" የመፍጨት እና የማጥራት ቁጥጥር፡- የግራናይት ጥንካሬ (በሞህስ ሚዛን 6-7) ከቀለጠ ብረት (በሞህስ ሚዛን 4-5) ከፍ ያለ ቢሆንም፣ የማዕድን አወቃቀሩ ወጥ የሆነ እና በአቶሚክ መንገድ ሊወገድ ይችላል በአልማዝ ማግኔቶሪዮሎጂካል ማጥራት + ማግኔቶሪዮሎጂካል ማጥራት (ነጠላ የማጥራት ውፍረት < 10nm)፣ እና የገጽታ ሻካራነት Ra 0.02μm (የመስታወት ደረጃ) ሊደርስ ይችላል። ሆኖም፣ በቀለጠ ብረት ውስጥ የግራፋይት ለስላሳ ቅንጣቶች በመኖራቸው ምክንያት፣ "የፉርፕሎው ውጤት" በመፍጨት ወቅት ሊከሰት ይችላል፣ እና የገጽታ ሻካራነት ከRa 0.8μm በታች መሆን አስቸጋሪ ነው።
የ CNC ማሽነሪ "ዝቅተኛ ውጥረት" ጥቅም፡ ግራናይትን ሲያቀነባብሩ የመቁረጫ ኃይል ከብረት 1/3ኛ ክፍል ብቻ ነው (ዝቅተኛ ጥግግት እና ትንሽ የመለጠጥ ሞዱለስ ስላለው)፣ ከፍተኛ የማሽከርከር ፍጥነት (በደቂቃ 100,000 አብዮቶች) እና የመኖ ፍጥነት (5000 ሚሜ/ደቂቃ) እንዲኖር ያስችላል፣ ይህም የመሳሪያ መበስበስን ይቀንሳል እና የማቀነባበሪያ ቅልጥፍናን ያሻሽላል። የተወሰነ ባለ አምስት ዘንግ የማሽን መያዣ እንደሚያሳየው የግራናይት መመሪያ የባቡር ጎድጎድ የማቀነባበሪያ ጊዜ ከተጣለ ብረት 25% ያነሰ ሲሆን ትክክለኛነት ደግሞ ወደ ±2 μm ተሻሽሏል።
2. የመገጣጠሚያ ስህተቶች "የድምር ውጤት" ልዩነቶች
የተቀነሰ የክፍል ክብደት የሰንሰለት ምላሽ፡- እንደ ሞተሮች እና ከዝቅተኛ ጥግግት መሠረቶች ጋር የተጣመሩ የመመሪያ ሀዲዶች ያሉ ክፍሎች በአንድ ጊዜ ሊቀለሉ ይችላሉ። ለምሳሌ፣ የአንድ መስመራዊ ሞተር ኃይል በ30% ሲቀንስ፣ የሙቀት ማመንጫው እና ንዝረቱ በዚሁ መሰረት ይቀንሳሉ፣ ይህም "የተሻሻለ ትክክለኛነት - የተቀነሰ የኃይል ፍጆታ" አዎንታዊ ዑደት ይፈጥራል።
የረጅም ጊዜ ትክክለኛነትን መጠበቅ፡ የግራናይት የዝገት መቋቋም ከቀለጠ ብረት 15 እጥፍ ይበልጣል (ኳርትዝ ለአሲድ እና ለአልካላይን መሸርሸር መቋቋም ይችላል)። በሴሚኮንዳክተር አሲድ ጭጋግ አካባቢ፣ ከ10 ዓመታት አጠቃቀም በኋላ የገጽታ ሸካራነት ለውጥ ከ0.02 μm ያነሰ ሲሆን፣ የተጣለ ብረት ደግሞ በየዓመቱ ±20 μm የሆነ የድምር ስህተት ሲኖርበት መጠገን እና መጠገን ያስፈልገዋል።
IV. የኢንዱስትሪ ማስረጃ፡ የዝቅተኛ ጥግግት ምርጥ ምሳሌ ≠ ዝቅተኛ አፈጻጸም
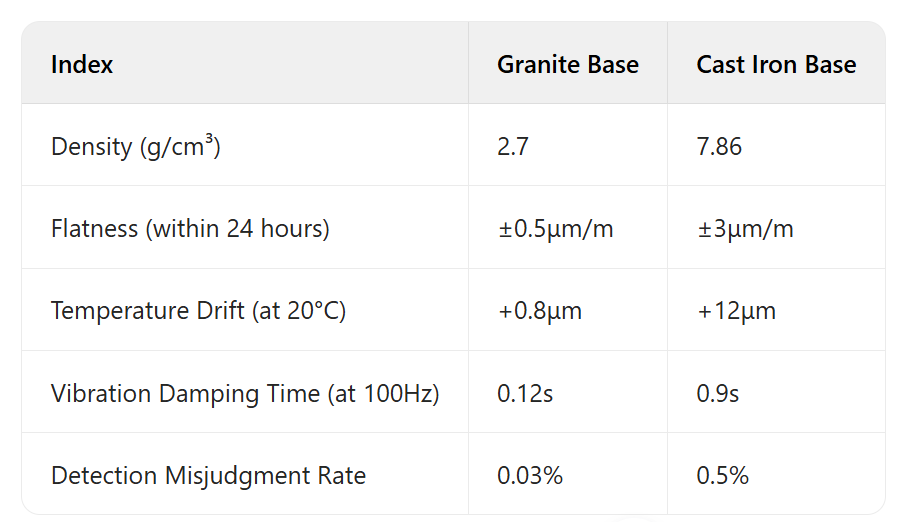
የሴሚኮንዳክተር ሙከራ መሳሪያዎች
የአንድ የተወሰነ የዋፈር ፍተሻ መድረክ የንፅፅር መረጃ፡
2. ትክክለኛ የኦፕቲካል መሳሪያዎች
የናሳ የጄምስ ዌብ ቴሌስኮፕ የኢንፍራሬድ ማወቂያ ቅንፍ ከግራናይት የተሰራ ነው። የናኖ-ደረጃ የኦፕቲካል አሰላለፍ ትክክለኛነት የሚረጋገጠው ዝቅተኛ ጥግግት (የሳተላይት ጭነትን በመቀነስ) እና ዝቅተኛ የሙቀት መስፋፋት (በ -270℃ እጅግ በጣም ዝቅተኛ የሙቀት መጠን የተረጋጋ) በመጠቀም ነው፣ የቀለጠ ብረት በዝቅተኛ የሙቀት መጠን የመሰባበር አደጋም ይወገዳል።
ማጠቃለያ፡ በቁሳቁስ ሳይንስ ውስጥ "ተቃራኒ አስተሳሰብ" ፈጠራ
የግራናይት መሠረቶች ትክክለኛነት ጥቅሙ በመሠረቱ "መዋቅራዊ ወጥነት > ጥግግት፣ የሙቀት ድንጋጤ መረጋጋት > ቀላል ግትርነት" በሚለው የቁሳዊ አመክንዮ ድል ላይ የተመሰረተ ነው። ዝቅተኛ ጥግግቱ ደካማ ነጥብ ከመሆኑ ባሻገር እንደ ኢንኤርቲያ መቀነስ፣ የሙቀት መቆጣጠሪያን ማመቻቸት እና ከእጅግ በጣም ትክክለኛ ሂደት ጋር መላመድ ባሉ መለኪያዎች አማካኝነት ትክክለኛ እድገት አሳይቷል። ይህ ክስተት የትክክለኛነት ማምረቻን ዋና ህግ ያሳያል፡ የቁሳቁስ ባህሪያት ቀላል ነጠላ አመልካቾችን ከማከማቸት ይልቅ ባለብዙ-ልኬት መለኪያዎች አጠቃላይ ሚዛን ናቸው። ናኖቴክኖሎጂ እና አረንጓዴ ማምረቻን በማዳበር፣ ዝቅተኛ ጥግግት እና ከፍተኛ አፈጻጸም ያላቸው የግራናይት ቁሳቁሶች "ከባድ" እና "ቀላል"፣ "ጠንካራ" እና "ተለዋዋጭ" የኢንዱስትሪ ግንዛቤን እንደገና እየገለጹ ሲሆን ለከፍተኛ ደረጃ ማምረቻ አዳዲስ መንገዶችን ይከፍታሉ።

የፖስታ ሰዓት፡ ግንቦት-19-2025